Table of contents

For production engineers working with cyanoacrylate, anaerobic, UV, silicone, and 2K epoxy adhesives
The Production Floor’s Most Expensive Daily Habit
Somewhere on a production floor right now, a worker is taking apart a dispensing valve that clogged again. It happened yesterday too. And the day before. It is not a one-off problem — it is a daily routine that has simply been accepted as normal.
A manufacturer running eight assembly lines once shared that one person on their team spent two to three hours every single day doing nothing but opening, cleaning, and reassembling dispensing valves. That was their job. Not quality checks, not process improvement — just keeping the valves clean enough to get through a shift.
When you do the numbers, that works out to roughly 52 hours a month — a quarter of one worker’s time — spent entirely on valve maintenance. At a salary of ₹35,000 a month, that is around ₹8,750 every month, or over ₹1,00,000 a year, just in labour. Add to that the annual cost of replacing all eight valves — at approximately ₹80,000 each — and the total bill for keeping those valves running comes to nearly ₹7,50,000 every year.
Not in production costs. Not in material costs. Just in keeping the valves alive.
₹7,50,000 per year. Eight lines. One root cause: the wrong valve design for the adhesive being dispensed.
Is Your Valve the Problem? Signs to Look For
Not every dispensing issue points to the valve, but in high-speed lines handling reactive adhesives, the valve is often the first thing to fail — and the last thing to be replaced. Here are the signs that your valve design is working against you:
If three or more of these describe your production floor, the valve design itself is likely the constraint — not operator technique, not the adhesive brand, not machine settings.
Why Cyanoacrylate and Anaerobic Adhesives Are Uniquely Difficult to Dispense
Most dispensing equipment was designed for standard industrial fluids — oils, greases, water-based compounds — that stay stable in contact with metal and air. Reactive adhesives behave completely differently, and that difference is what makes conventional valve designs struggle.
Cyanoacrylate (instant adhesive / CA glue)
CA adhesives cure through a reaction triggered by surface moisture — the microscopic humidity present on almost any surface, including the inside of a metal valve. The moment CA touches a metal wall or a cavity where moisture collects, it begins to polymerise. Over dozens of cycles, this builds up as a solid cured layer inside the valve, progressively narrowing the flow path until the valve fails entirely.
Anaerobic adhesives
Anaerobic adhesives do the opposite — they cure in the absence of oxygen, and they are accelerated by contact with metal ions. The interior of a conventional valve body is exactly the environment in which anaerobic adhesives begin to crosslink. Dead zones and low-flow areas inside the valve body make this worse.
UV and 2K adhesives
UV-cure adhesives can partially cure in shadowed or narrow internal zones where UV exposure cannot be controlled. Two-component epoxies begin crosslinking immediately after mixing; any dead volume inside a valve becomes a site for premature hardening that reduces shot consistency over time.
The common thread: these adhesives react with the very surfaces and environments that conventional valve interiors provide. The valve is not just passive — it is actively accelerating the problem.
The common thread: these adhesives react with the very surfaces and environments that conventional valve interiors provide. The valve is not just passive — it is actively accelerating the problem.
How a Conventional Diaphragm Valve Works — and Where It Struggles
A conventional dispensing valve — the diaphragm type widely used across the industry — controls flow by moving a needle or diaphragm tip against a metal seat inside the valve body. The adhesive flows through this internal metal zone on every single dispensing cycle.
This design works well for stable, non-reactive fluids. For CA and anaerobic adhesives, however, every pass through the metal interior is an opportunity for the adhesive to begin curing on those surfaces. The diagram below shows the basic mechanism:
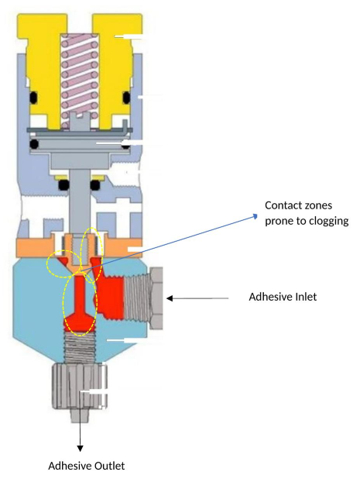
Inside a conventional diaphragm dispensing valve — adhesive contacts the needle, seat and body cavity on every cycle
The result is predictable: adhesive builds up gradually, reducing flow consistency, increasing cleaning frequency, and eventually causing valve failure. Replacing the valve resolves the problem temporarily — until the cycle repeats.
A Different Approach: Keep the Adhesive Away from the Valve
The ADoST dispensing valve was designed around a single principle: if reactive adhesives cure on contact with valve surfaces, the solution is to ensure the adhesive never touches those surfaces.
The valve controls flow from the outside. A flexible tube carries the adhesive through the valve. The actuation mechanism applies external compression to this tube — squeezing it shut to stop flow, releasing it to dispense. The adhesive travels only through the inner bore of the tube. The valve body, actuator, and all metal components never come into contact with it.
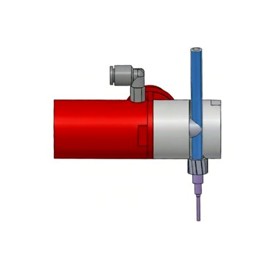
Valve in Closed State — No Flow
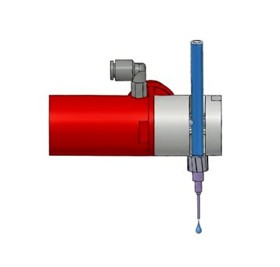
Valve in Open State — Dispensing Active
When the valve closes, the tube walls meet cleanly — giving a sharp, consistent cutoff with no dripping or stringing. When it opens, the tube springs back to its original shape, restoring full flow. There are no internal cavities where adhesive can pool, no metal surfaces where CA can cure, no dead zones where anaerobic adhesive can crosslink.
Maintenance, when it is needed, means replacing the tube. No disassembly of the valve body, no precision cleaning of needle-and-seat geometry, no special tools. The tube change takes minutes.
Conventional Diaphragm Valve vs. ADoST Dispensing Valve: A Direct Comparison
| Parameter | Conventional Diaphragm Valve | ADoST Dispensing Valve |
|---|---|---|
| Working principle | Adhesive flows through/past internal metal needle and seat | Flexible tube compressed externally — adhesive never contacts the valve body |
| Adhesive contact zone | Metal needle, seat, and body | Only the inner flexible tube |
| Clog risk with CA / Anaerobic | High — adhesive cures on metal surfaces inside valve | Very low — no metal contact, no dead zones |
| Maintenance required | Regular cleaning, needle/seat replacement, full disassembly | Tube replacement only — no disassembly of valve body |
| Drip / stringing | Moderate — depends on needle cutoff precision | Excellent — tube snap-shut gives clean, repeatable cutoff |
| Response time | Varies by design | ~20 ms — suitable for high-speed cycles |
| Cycle rate | Typically up to ~60 cpm | Up to 100 cycles per minute |
| 2K / reactive adhesive suitability | Risk of internal crosslinking in dead zones | Well-suited — reactive material never contacts valve body |
| Total cost of ownership | Higher — parts, frequent downtime, labour | Lower — fewer consumables, minimal unplanned stoppages |
Performance Specifications
The ADoST dispensing valve is available in 3 mm and 6 mm tube variants. Key parameters:
Where It Makes a Difference: Industry Applications
The ADoST dispensing valve has been deployed across a range of industries where reactive adhesives are critical to the process:
Questions Engineers Ask
| Question | Answer |
|---|---|
| Does the tube need to be replaced daily? | No. Tube life depends on the adhesive and cycle rate, but most users replace tubes periodically — not daily. No valve disassembly is required. |
| Can it handle high-viscosity adhesives? | The ADoST dispensing valve works best with low to medium viscosity adhesives. For high-viscosity materials, ADoST can advise the right configuration. |
| Does it require nitrogen purging like some dispensing systems? | No. One of its advantages is that nitrogen is not required, which simplifies the setup and reduces operating costs. |
| Can it integrate with my existing dispensing system? | In most cases, yes. ADoST has integrated the valve into existing setups without requiring customers to replace their entire system. |
| What happens if the tube fails mid-production? | Tube replacement takes just a few minutes and requires no tools or valve body disassembly — minimising line stoppage time. |
Closing Thought
A dispensing valve is a small component in the context of an entire production line. But it is the one component that the adhesive passes through on every single cycle — which makes it the single most likely point of failure when the adhesive is reactive.
The ₹7,50,000 annual maintenance cost from the example at the start of this piece was not the result of poor process management or under-investment. It was the predictable outcome of using a valve design that was not built for the adhesive it was dispensing.
If your line is showing any of the symptoms described above, the valve design is worth a close look. The ADoST dispensing valve was built specifically for this problem. It is not a universal solution for every fluid — but for cyanoacrylate, anaerobic, UV, and reactive adhesives, its design eliminates the root cause rather than managing the symptoms.
If you would like to understand whether this is the right fit for your application, the ADoST team is available for a free technical consultation — no obligation, just a conversation about your process.
